
公司电话:0572-2888009
市场部联系人:13757247141(沈)
技术支持:18757261852(莫先生)
邮箱:shen-ob@163.com
网址:www.hz-qf.cn
地址:湖州市 吴兴区 道场 菰城

从系统总体结构上看,重庆车制辊筒控制系统由硬件系统和软件系统组成。硬件系统主要包括主站、副站及其组成部分。软件系统主要是指整个信息通信和处理系统,即用于控制的软件程序。机械手是上位机控制系统的核心。一般在输送系统中的每台重庆车制辊筒上规划一个可编程控制箱,负责不锈钢滚筒输送机的详细操作,然后有一个通用控制台来设置实时监控。变电站单元。机械手有很多种。现在他们大多使用可编程控制器。

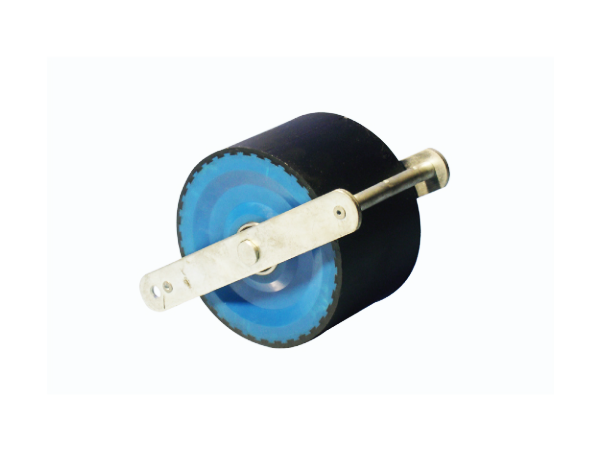
包胶滚筒的方法是将辊子从输送机上取下,然后加热硫化或用螺栓将一块橡胶固定在辊子表面。热硫化铸造重庆车制辊筒应用效果好,但成本高,橡胶表面磨损后难以现场使用。螺栓固定的胶辊使用寿命很短。橡胶表面磨损后,松动和外露的螺栓会损坏胶带。无论是铸造橡胶还是螺栓固定包装,其加工方法比较凌乱,维修时间长,劳动强度高,难以满足生产要求。重庆车制辊筒冷胶包装工艺无需拆卸,不仅能较好解决上述问题,而且工艺简单、省力、成本低、应用效果好。

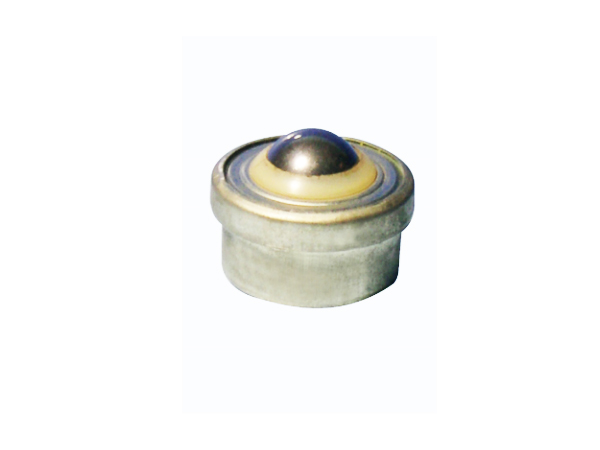
1.输送辊适用于输送各种需要用托盘或周转箱运输的箱、袋、托盘、散装物料、小件物品或不规则物品。2.输送辊可输送重量较大的单件物料或承受较大的冲击负荷。3.重庆车制辊筒的结构多种多样。根据驱动方式,重庆车制辊筒可分为动力滚筒和非动力滚筒。根据布局,可分为水平输送辊道、倾斜输送辊道和转向输送辊道。4.辊道之间的连接和过渡很容易。可采用多台辊道等输送设备或专用机械组成复杂的物流输送系统,满足各种技术要求。
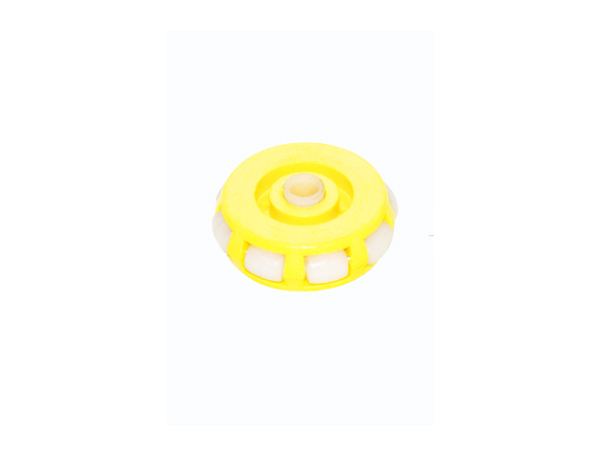
电动滚筒是一种新型的驱动装置,它将电动机和减速机置于滚筒体内。它主要用于固定式和移动式带式输送机,而不是传统的电机,减速机是重庆车制辊筒外的独立驱动装置。重庆车制辊筒机架分为左右两侧机架,由钢板焊接而成。清理焊接应力后,框架具有较低的滚子轴承。框架内有一个方形带扣螺钉。螺钉上端与上滚轮两端的轴承座铰接。1.滑动配合面加工精度不低于GB/t1801规定的9级公差;基准端面垂直度不低于GB/t1184规定的8级公差。2.旋转孔的轴线配合及其基准端面的垂直度应不小于GB/t1184规定的8级公差。
为了提高行走机械尾鼓的使用寿命,许多厂家采用3620主动调心滚子轴承来确定行走轴承的使用寿命。但由于井下作业条件变化较大,在胶鼓允许的曲折条件下,两端皮带受力不平衡,因此胶鼓尾鼓两端受力不平衡。等于。由于尾轴固定在尾架上,在调心轴承的作用下,重庆车制辊筒与尾轴轴线相交,导致重庆车制辊筒与尾轴发生冲突。盖子损坏了。轴和端盖磨损后,很容易挤入岩石颗粒,导致油封断裂。煤和水进入轴承室,损坏轴承,尾鼓将失去旋转和报废的能力。
1.油冷不锈钢锅筒属于大功率电动滚筒。我们通常选用普通N46机油。空负荷运行2小时后,将汽包内的冷却油排至无油状态后出厂。出厂前,请按照说明书使用这种不锈钢桶,以免损坏滚筒。2.油冷不锈钢汽包通常使用N32汽轮机油。由于重庆车制辊筒对污渍的清洁度和油质有较高的要求,本直接油冷不锈钢转动滚筒出厂前已加注冷却油。滚筒主体也是密封的,所以不需要加油。无论是哪种类型的重庆车制辊筒,都需要在没有冷却和光滑的情况下工作。


 13757247141
13757247141



