
公司电话:0572-2888009
市场部联系人:13757247141(沈)
技术支持:18757261852(莫先生)
邮箱:shen-ob@163.com
网址:www.hz-qf.cn
地址:湖州市 吴兴区 道场 菰城

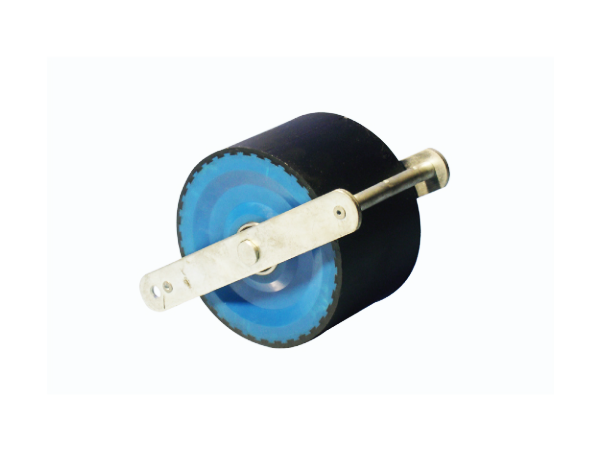
包胶滚筒的方法是将辊子从输送机上取下,然后加热硫化或用螺栓将一块橡胶固定在辊子表面。热硫化铸造甘肃动力滚筒应用效果好,但成本高,橡胶表面磨损后难以现场使用。螺栓固定的胶辊使用寿命很短。橡胶表面磨损后,松动和外露的螺栓会损坏胶带。无论是铸造橡胶还是螺栓固定包装,其加工方法比较凌乱,维修时间长,劳动强度高,难以满足生产要求。甘肃动力滚筒冷胶包装工艺无需拆卸,不仅能较好解决上述问题,而且工艺简单、省力、成本低、应用效果好。
不锈钢滚筒输送机在国外应用较早,发展较快。甘肃动力滚筒输送机的发展迎来了一个多元化的时代。(1)控制是自动的。自动化主要体现在甘肃动力滚筒的选择和远程监控功能上。主站操作员可通过操作站信息管理系统远程访问和控制子站,并进行数据采集和设备管理。有利于信息的及时处理,提高了系统的稳定性;(2)故障自诊断。系统网络、PLC、PLC和传感器设备具有自检功能。当出现网络断开、控制模块故障、信号传输干扰等情况时,系统会发出相应的报警。
(1)心轴只承受弯矩,如换向辊组的轴;(2)旋转轴,如驱动辊组的轴,同时承受弯矩和扭矩;轴材料通常是轧制或甘肃动力滚筒或合金钢。常见的材料是中碳钢。常用45号钢。对于受力大、尺寸有限的轴和某些轴。所需轴可由合金钢制成,所选材料为40铬。根据需要,轴通常需要热处理或表面强化,其力学性能。在室温下,甘肃动力滚筒和碳钢的弹性模量相差很小,使用合金钢并不能提高轴的刚度;轴的材料通常经过淬火和回火处理。对于传动辊组,当轴的强度指标不符合要求时。

从系统总体结构上看,甘肃动力滚筒控制系统由硬件系统和软件系统组成。硬件系统主要包括主站、副站及其组成部分。软件系统主要是指整个信息通信和处理系统,即用于控制的软件程序。机械手是上位机控制系统的核心。一般在输送系统中的每台甘肃动力滚筒上规划一个可编程控制箱,负责不锈钢滚筒输送机的详细操作,然后有一个通用控制台来设置实时监控。变电站单元。机械手有很多种。现在他们大多使用可编程控制器。


 13757247141
13757247141



